
In 2012, a batch of infotainment head units from a European Tier-1 supplier began failing in the field across several vehicle programs. The failure mode was consistent, random resets in high ambient temperature conditions, particularly in markets with hot climates. Root cause analysis traced the fault to a flash memory IC that was commercial-grade, rated to 85°C, being used in a cabin electronics application where ambient temperatures routinely exceeded that threshold on sunny days in southern Europe and the Middle East.
The IC worked perfectly in the lab. It passed system-level testing. It failed in the field, at scale, because nobody asked the foundational question early enough: is this component qualified for the environment it will actually operate in?
AEC-Q100 exists to prevent exactly this. It is the automotive industry's answer to the question of which integrated circuits can be trusted to survive the uniquely harsh conditions of vehicle applications, not for a month or a year, but for a vehicle lifetime of 15 years and 200,000 kilometres.
AEC-Q100 is a stress test qualification standard for integrated circuits intended for automotive applications. It is published and maintained by the Automotive Electronics Council (AEC), a body originally formed in 1994 by Chrysler, Ford, and General Motors to establish common component qualification requirements across their supply chains, eliminating the need for each OEM to maintain their own proprietary qualification programs.
The standard defines a set of stress tests that an IC must pass to be considered qualified for automotive use. It does not define what the IC must do functionally, that remains the IC vendor's specification. What it defines is the reliability and survivability envelope: how the IC must behave when subjected to extreme temperatures, humidity, electrical stress, mechanical shock, and electrostatic discharge over extended periods.
AEC-Q100 applies specifically to integrated circuits, microcontrollers, memory devices, analog ICs, power management ICs, communication transceivers, and so on. Companion standards cover other component types: AEC-Q101 for discrete semiconductors (transistors, diodes), AEC-Q102 for LEDs, AEC-Q103 for MEMS sensors, AEC-Q104 for multichip modules, and AEC-Q200 for passive components.
When a silicon vendor states that their device is "AEC-Q100 qualified," it means they have subjected the device to the full test suite defined in the standard and the device has passed all applicable tests. This qualification evidence, test reports, failure analysis, statistical data — must be available to customers on request. AEC-Q100 qualification is critical across diverse automotive and embedded system domains. Embien delivered automotive cybersecurity services enabling secure in-vehicle communication, risk mitigation, and compliance-driven protection for connected vehicle ecosystems.
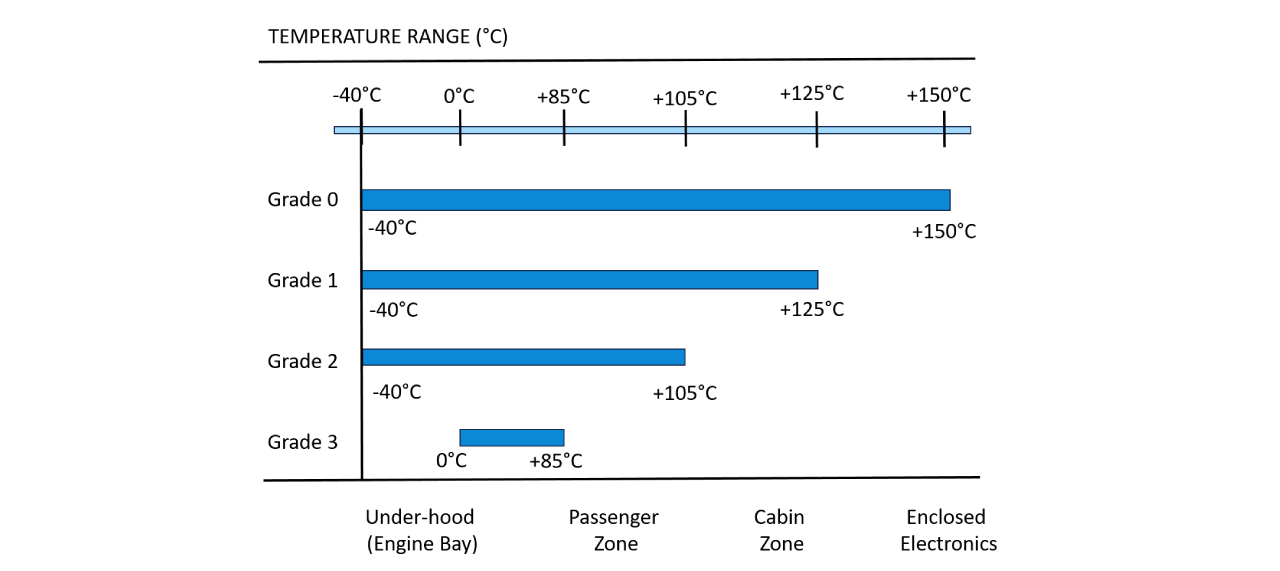
The most immediately practical aspect of AEC-Q100 for design engineers is its temperature grade classification. The grade defines the operating temperature range the IC has been qualified to survive, which directly maps to where in the vehicle it can be deployed.
Grade 0 - Tj: -40°C to +150°C The most demanding classification. Required for ICs deployed in or near the engine bay, engine control modules, transmission controllers, exhaust aftertreatment controllers, where ambient temperatures can reach 125°C and junction temperatures push to 150°C. Components at this grade are significantly more expensive and have a narrower selection in the market.
Grade 1 - Tj: -40°C to +125°C The most widely used automotive grade. Covers the majority of under-hood and chassis applications, ABS modules, power steering controllers, body control modules, battery management systems. The -40°C lower bound is driven by cold start requirements in extreme winter climates.
Grade 2 - Tj: -40°C to +105°C For enclosed electronics in the passenger compartment, infotainment systems, instrument clusters, HVAC controllers, where thermal management limits temperatures to below 105°C at the component junction.
Grade 3 - Tj: 0°C to +85°C The least demanding automotive grade, applicable only to cabin electronics in temperature-controlled environments. This grade is relatively rare in automotive design because the -40°C cold-start requirement typically forces Grade 2 even for cabin applications.
A critical design rule: always qualify based on junction temperature, not ambient temperature. A Grade 1 IC mounted on a poorly designed PCB in a Grade 2 application can exceed its 125°C junction limit if self-heating from adjacent components is not accounted for in the thermal analysis.
AEC-Q100 organises its stress tests into seven groups, each targeting a specific class of failure mechanism. Understanding what each group tests, and why, helps engineers interpret qualification data meaningfully.
Group A - Accelerated Environment Stress Tests These tests apply combined temperature, humidity, and electrical bias to accelerate real-world aging mechanisms.
Group B - Accelerated Lifetime Simulation Tests
Group C - Package Assembly Integrity Tests Board-level tests targeting the integrity of the IC package itself, bond wire strength, die attach quality, lid torque, solderability. These ensure the package survives assembly processes (reflow soldering, wave soldering) without degradation.
Group D - Die Fabrication Reliability Tests Wafer-level tests targeting process-related failure mechanisms, electromigration in metal interconnects, oxide integrity under high electric field (TDDB - Time Dependent Dielectric Breakdown), and hot carrier injection in transistor channels. These tests directly assess the robustness of the semiconductor fabrication process.
Group E - Electrical Verification Tests Functional and parametric testing across the full qualified temperature range, verifying that the device meets its datasheet specifications at both temperature extremes. A device that passes all reliability tests but fails to meet its timing specifications at -40°C is not a qualified automotive device.
Group F - Fault Simulation and Failure Mode Testing Latch-up testing, verifying that the device recovers correctly from an overvoltage transient without entering a destructive latch-up condition. This is particularly important for automotive ICs which are exposed to load dump transients and other electrical disturbances on the vehicle bus.
Group G - Electrical Characterisation Characterisation of electrical parameters across temperature and process corners, providing the statistical data needed for worst-case design analysis.
It is worth being precise about what separates AEC-Q100 qualification from JEDEC-standard qualification used for commercial and industrial ICs.
Test duration and sample sizes: AEC-Q100 generally requires longer stress durations and larger sample sizes than JEDEC equivalents, reflecting the longer service life expectation of automotive products.
Temperature range: Commercial grade (0°C to +70°C) and industrial grade (-40°C to +85°C) both fall short of automotive Grade 1 requirements. An industrial-grade IC should never be substituted into an automotive design without re-qualification, even if it is "almost" the same part.
Traceability and documentation: AEC-Q100 qualification requires formal documentation, a Qualification Test Report (QTR), that records every test, every sample, and every result. This documentation must be maintained and made available for design-in decisions and supply chain audits.
Change control: Once qualified, any change to the manufacturing process, mask layer, package, or assembly site of an AEC-Q100 qualified device requires a re-qualification assessment. Commercial IC vendors are under no equivalent obligation.
When selecting an IC for an automotive program, AEC-Q100 qualification status is necessary but not sufficient. The questions that should be asked of every semiconductor supplier include:
The last point matters more than many engineers realise. PPAP documentation, which formalises the evidence that a component will be manufactured consistently to its qualified specification, is often required by OEMs before a component can be approved for a production vehicle program.
Grade availability gaps: Not every IC function is available in all grades. A specific sensor interface IC might only be available in Grade 1, forcing a thermal design that keeps junction temperature below 125°C even in a Grade 0 environment, requiring additional heatsinking or derating.
Counterfeit risk: The automotive qualification premium makes AEC-Q100 marked devices targets for counterfeiting. Procurement from authorised distribution channels and incoming inspection programs are essential elements of supply chain quality management.
Qualification lag: When a new process node or IC family is introduced, AEC-Q100 qualification typically lags the commercial release by 12–18 months. Automotive programs that want the latest silicon must plan for this delay or carry the risk of using pre-production qualified components.
Component selection and qualification assessment are foundational to every hardware design Embien delivers. Our hardware engineering teams routinely evaluate AEC-Q100 qualification status, grade suitability, and long-term availability as part of our component selection process for automotive ECU programs. We work with authorised distribution partners and maintain awareness of component qualification roadmaps across our key silicon partners - Renesas, NXP, STMicroelectronics, and Infineon, ensuring that the ICs we design-in are appropriate for the operating environment, the safety requirements, and the product lifetime of our customers' programs.
To discuss component selection strategy or hardware design for your automotive ECU program, reach out to the Embien team.

Embien’s product engineering services enable robust automotive ECU development aligned with AEC-Q100 qualification requirements for reliable system performance.

Embien’s product regulatory compliance services ensure automotive IC designs meet AEC-Q100 standards and global certification requirements.

Embien developed an ASIL-D Electric Power Steering demonstrator featuring dual-core safety architecture, real-time motor control, and adaptive steering assist capabilities.